Stanz- und Umformtechnik
Vom Ablängen bis zur montierten Baugruppe mit Profilen
Am Anfang jeder Aluminiumverarbeitung steht das präzise Ablängen. Wir sägen Aluminiumprofile auf exaktes Maß – gratarm und winkeltreu. Für Gehrungsschnitte und Sonderwinkel sind wir ebenfalls ausgestattet.
Unsere Kreissägen und Bandsägen verarbeiten Profile bis zu einer Querschnittsgröße von 300 x 300 mm. Durch optimierte Schnittparameter und hochwertige Hartmetall-Sägeblätter erreichen wir Oberflächen, die ohne Nacharbeit weiterverarbeitet werden können. Bei Serienfertigung setzen wir auf automatische Vorschubsysteme mit Längenanschlag, um reproduzierbare Ergebnisse bei hoher Ausbringung zu gewährleisten.
Typische Problemstellung: Kunden benötigen gratfreie Schnitte an sichtbaren Profilen für den Fassadenbau oder Messebau. Durch die richtige Kombination aus Vorschubgeschwindigkeit, Drehzahl und Sägeblattgeometrie vermeiden wir Aufschmierungen und Gratbildung bereits im Schnitt – ein aufwendiges manuelles Entgraten entfällt.
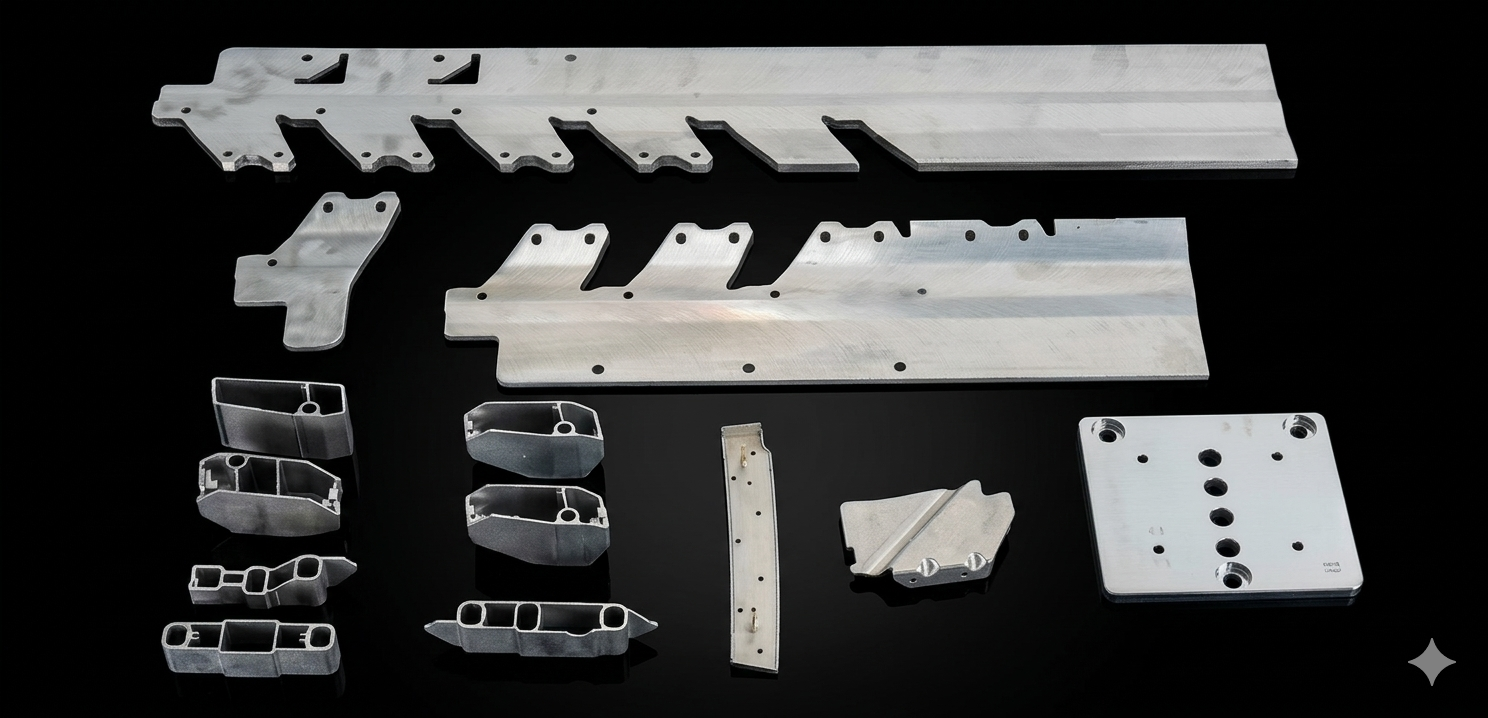

CNC-Profilbearbeitung aus einer Hand: Als Partner für Aluminiumprofilbearbeitung übernehmen wir vom Profilzuschnitt auf exaktes Maß über das CNC-Fräsen und Bohren bis zum Entgraten alle Arbeitsschritte an Ihren Aluminiumprofilen. Die CNC-Bearbeitung von Aluminiumprofilen erfolgt dabei in Einzel- und Serienfertigung auf unseren Bearbeitungszentren.
Für komplexe Konturen, Taschen und Passungen setzen wir CNC-Fräsmaschinen ein. Bohrungen und Gewinde werden in einem Aufspannvorgang gefertigt – für höchste Positionsgenauigkeit und wirtschaftliche Fertigung.
Aluminium erfordert bei der CNC-Bearbeitung spezifisches Know-how: Hohe Schnittgeschwindigkeiten, angepasste Spanwinkel und eine effiziente Spanabfuhr sind entscheidend für saubere Oberflächen und enge Toleranzen. Unsere Bearbeitungszentren arbeiten mit bis zu 18.000 U/min und erreichen Oberflächenrauheiten von Ra 0,8 bis Ra 3,2 – je nach Anforderung.
Besonders bei Konstruktionsprofilen mit Nutsystemen (Item, Bosch Rexroth) ist Präzision gefragt: Bohrbilder müssen exakt zum Rastermaß passen, Gewinde (M5, M6, M8) sitzen positionsgenau und fluchtend. Durch Mehrfachaufspannung bearbeiten wir bis zu 8 Profile gleichzeitig – das senkt die Stückkosten bei Serien erheblich.
Für hohe Stückzahlen ist das Stanzen von Löchern und Ausschnitten in Profile die wirtschaftlichste Methode. Auf unseren Exzenterpressen (50–500 t) stanzen wir Profile schnell und präzise. Typische Anwendungen sind Lochbilder für Befestigungspunkte, Langloch-Ausschnitte für Kabelführungen und Durchbrüche für Steckverbinder. Durch werkzeuggebundenes Stanzen entfallen teure CNC-Laufzeiten – ab Losgrößen von ca. 500 Stück rechnet sich der Werkzeugeinsatz. Mehr auf .
Aluminiumprofile biegen wir nach Ihren Vorgaben. Ob einfache Winkelbiegung, Z-Biegung oder komplexe 3D-Biegung – unsere macht es möglich. Bei Aluminium ist die Rückfederung (Springback) ein wesentlicher Faktor: Wir kompensieren diesen Effekt durch angepasste Werkzeuggeometrien und garantieren so maßhaltige Biegeteile. Auch das Einprägen von Sicken und Versteifungen zur Erhöhung der Profilsteifigkeit gehört zu unserem Leistungsspektrum.
Bearbeitete Profile montieren wir auf Wunsch zu fertigen . Verschraubt, vernietet oder geklebt – einbaufertig für Ihre Produktion. Wir fügen Profile mit Beschlägen, Dichtungen, Gleitlagern und elektronischen Komponenten zu kompletten Funktionseinheiten zusammen. Durch Montage bei uns reduzieren Sie Ihre interne Logistik und erhalten eine geprüfte, einbaufertige Baugruppe frei Haus.
Aluminiumverarbeitung ist nicht Ihr Kerngeschäft? Wir übernehmen komplette Verlagerungen mit mehreren 100 Werkzeugen. Von der Werkzeugübernahme und Bemusterung über die Prozessoptimierung bis zum stabilen Serienanlauf begleiten wir den gesamten Transfer. Referenzkunden aus der Automobilindustrie und Elektrotechnik vertrauen auf unsere Erfahrung bei der nahtlosen Übernahme bestehender Fertigungen.
Saubere Kanten und bearbeitungsfertige Oberflächen
Nach dem Sägen, Fräsen und Stanzen fallen an Aluminiumprofilen zwangsläufig Grate und scharfe Kanten an. Diese können bei der weiteren Montage zu Verletzungen führen und beeinträchtigen die Optik bei sichtbaren Bauteilen. Daher gehört das Entgraten als fester Bestandteil zu unserer Prozesskette.
Je nach Anforderung setzen wir unterschiedliche Entgratverfahren ein: Manuelles Entgraten mit Ziehklingen für Einzelteile und Prototypen, maschinelles Gleitschleifen (Trowalieren) für Serienteile sowie das definierte Anfasen direkt in der CNC-Maschine. Bei eloxierfähigen Sichtteilen achten wir besonders auf gleichmäßige Kantenradien, da diese nach dem Eloxieren optisch hervortreten.
Zusätzlich bereiten wir Oberflächen für nachfolgende Behandlungen vor: Reinigung von Kühlschmierstoffen, Entfettung und bei Bedarf Schleifen oder Bürsten der Oberfläche. So stellen wir sicher, dass Eloxierer und Beschichter einwandfreie Ergebnisse erzielen.
Aluminiumprofile in der industriellen Praxis
Aluminiumprofile finden im Fahrzeugbau vielfältige Anwendung: Strukturbauteile für Karosserien, Batterierahmen für Elektrofahrzeuge, Kühlkörperprofile für Leistungselektronik und Zierleisten für den Innenraum. Wir bearbeiten Profile für Tier-1- und Tier-2-Zulieferer mit Serienfreigabe nach PPAP und liefern in Serien von 1.000 bis 500.000 Stück pro Jahr.
Gehäuseprofile für Steuerungen, Hutschienen-Gehäuse, LED-Kühlkörper und Kabelkanalprofile – die Elektronikbranche setzt auf Aluminium wegen der hervorragenden Wärmeableitung und EMV-Abschirmung. Wir fertigen Profile mit engen Toleranzen für passgenaue Elektronikeinbauten und bearbeiten Oberflächen, die das Eloxieren oder die Pulverbeschichtung vorbereiten.
Fassadenprofile, Fensterrahmen-Systeme, Sonnenschutzlamellen und Geländerkonstruktionen aus Aluminium vereinen geringes Gewicht mit Witterungsbeständigkeit. Wir bearbeiten Fassadenprofile mit Gehrungsschnitten, Langlöchern und Gewindebohrungen – fertig für die Montage auf der Baustelle. Auch Sonderprofile für Architekturprojekte mit individuellen Querschnitten gehören zu unserem Programm.
Maschinengestelle aus Konstruktionsprofilen, Linearführungs-Träger, Schutzverkleidungen und Handlingsysteme – der Maschinenbau nutzt Aluminium für leichte und steife Konstruktionen. Wir schneiden, bohren und fräsen Konstruktionsprofile aller gängigen Systemanbieter und liefern auf Wunsch komplett montierte Rahmenstrukturen mit Verbindungselementen und Abdeckkappen.
Technische und wirtschaftliche Argumente für den Leichtbauwerkstoff
Aluminium bietet als Werkstoff für Profile eine einzigartige Kombination aus geringem Gewicht (Dichte 2,7 g/cm³ – rund ein Drittel von Stahl), hoher Korrosionsbeständigkeit und sehr guter Bearbeitbarkeit. Strangpressprofile lassen sich in nahezu beliebigen Querschnittsformen herstellen, was konstruktive Freiheit bei gleichzeitig wirtschaftlicher Fertigung ermöglicht.
Bei der spanenden Bearbeitung punktet Aluminium mit hohen möglichen Schnittgeschwindigkeiten (bis 3.000 m/min) und geringem Werkzeugverschleiß. Das bedeutet kurze Bearbeitungszeiten und niedrige Stückkosten. Beim Stanzen erlaubt die geringere Festigkeit im Vergleich zu Stahl den Einsatz kleinerer Pressen und reduziert den Werkzeugverschleiß erheblich.
Ein weiterer Vorteil ist die vollständige Recyclingfähigkeit: Aluminium lässt sich ohne Qualitätsverlust einschmelzen und wiederverwerten. Das macht den Werkstoff nachhaltig und senkt langfristig die Materialkosten, da Aluminiumschrott einen hohen Rückgabewert besitzt.
Unser Ablauf für Ihre Aluminiumverarbeitung
Sie senden uns Ihre Zeichnung (PDF, DXF, STEP) oder Ihr 3D-Modell per E-Mail. Wir prüfen die Machbarkeit, analysieren kritische Maße und Toleranzen, schlagen das wirtschaftlichste Fertigungsverfahren vor und erstellen ein detailliertes Angebot – in der Regel zeitnah. Bei komplexen Projekten bieten wir ein persönliches Beratungsgespräch oder einen Besuch vor Ort an.
Unsere Arbeitsvorbereitung erstellt CNC-Programme, plant die Werkzeugbelegung und definiert den optimalen Fertigungsablauf. Bei Stanzteilen koordinieren wir die Werkzeugbeschaffung über unser Partnernetzwerk. Vor dem Serienstart fertigen wir Erstmuster, die Sie freigeben. Auf Wunsch erstellen wir einen Erstmusterprüfbericht (EMPB) nach VDA-Standard.
Die Bearbeitung erfolgt nach dokumentierten Prüfplänen mit fertigungsbegleitenden Kontrollen. Wir lagern Ihre Werkzeuge und Vorrichtungen ein und halten auf Wunsch Sicherheitsbestände vor. Nach der Endprüfung verpacken wir Ihre Teile transportsicher und liefern per Spedition oder Paketdienst – auf Wunsch auch als Kanban-Abruf direkt an Ihre Produktionslinie.
Als Faustregel gilt: Ab ca. 500 Stück pro Jahr rechnet sich ein einfaches Stanzwerkzeug gegenüber CNC-Bearbeitung. Bei komplexen Lochbildern oder mehreren Bearbeitungsschritten kann sich ein Folgeverbundwerkzeug bereits ab 2.000 Stück amortisieren. Wir beraten Sie gerne anhand Ihrer konkreten Stückzahlen.
Ja, wir bearbeiten auch voreloxierte Profile. Dabei ist zu beachten, dass an den bearbeiteten Stellen die Eloxalschicht durchbrochen wird und das blanke Aluminium freiliegt. Für sichtbare Teile empfehlen wir daher die Bearbeitung vor dem Eloxieren. Für funktionale Bohrungen und Gewinde im nicht sichtbaren Bereich ist die Bearbeitung nach dem Eloxieren problemlos möglich.
Senden Sie uns Ihre Profilzeichnungen – wir beraten Sie gerne.