Perfiles extruidos
Los perfiles extruidos estándar son la opción más económica para muchas aplicaciones. Hay disponibles perfiles redondos, cuadrados, en U, en T, en L y huecos en numerosas dimensiones. Mecanizamos todas las secciones habituales hasta una dimensión envolvente máxima de aprox. 300 mm.
Los espesores de pared típicos van de 1,0 a 15 mm. Los perfiles extruidos se suministran en estado T5 o T6 (templado) y ofrecen así buenos valores de resistencia con un peso reducido al mismo tiempo. Gracias a la extrusión, también pueden fabricarse de forma económica en grandes series secciones complejas con cámaras huecas, nervios y socavados.
Perfiles estructurales
Los perfiles estructurales con sistemas de ranura (p. ej. Item, Bosch Rexroth, MiniTec) son la base para bastidores de máquina, puestos de trabajo y vallas de protección. Serramos, taladramos y fresamos estos perfiles según sus especificaciones, ajustados con precisión a la retícula del sistema correspondiente (ranura 5, ranura 6, ranura 8, ranura 10).
El mecanizado incluye el corte a medida, la realización de taladros roscados (de M5 a M12) en posiciones definidas, así como el fresado de aberturas para guías de cables y paneles de acceso. Si lo desea, entregamos estructuras de bastidor completamente montadas con escuadras, tapas de cierre y tuercas correderas.
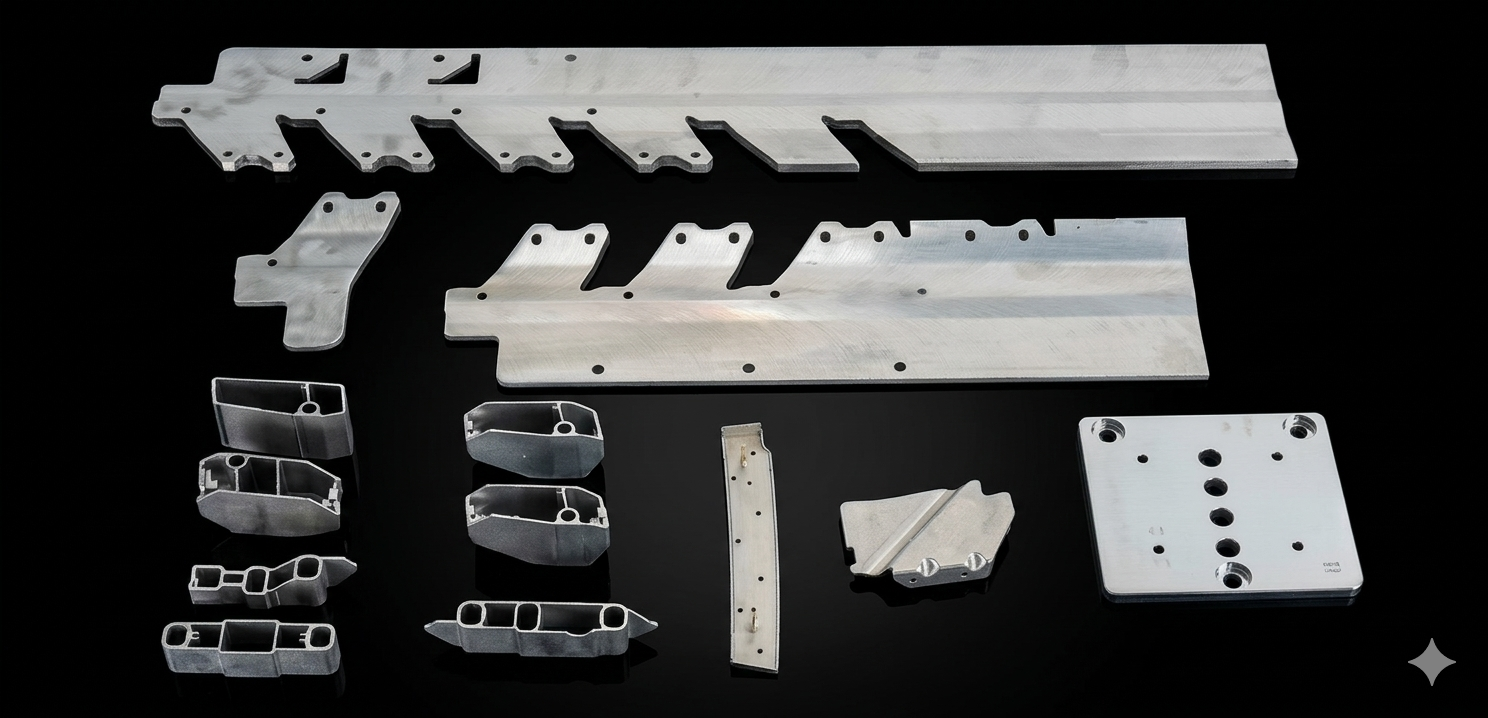
Perfiles especiales
También mecanizamos perfiles especiales extruidos a medida del cliente. Por compleja que sea la sección, nuestras máquinas CNC y prensas de estampado dominan cualquier geometría. Los perfiles especiales se emplean típicamente como disipadores de calor, perfiles de carcasa, regletas luminosas o carriles de guía.
Lo decisivo en los perfiles especiales es la estrecha coordinación entre el fabricante del perfil y el que lo mecaniza: le asesoramos ya en la fase de diseño sobre qué pasos de mecanizado en el perfil son viables económicamente, y acordamos las tolerancias y las superficies de referencia con su proveedor de extrusión.