Profilés extrudés
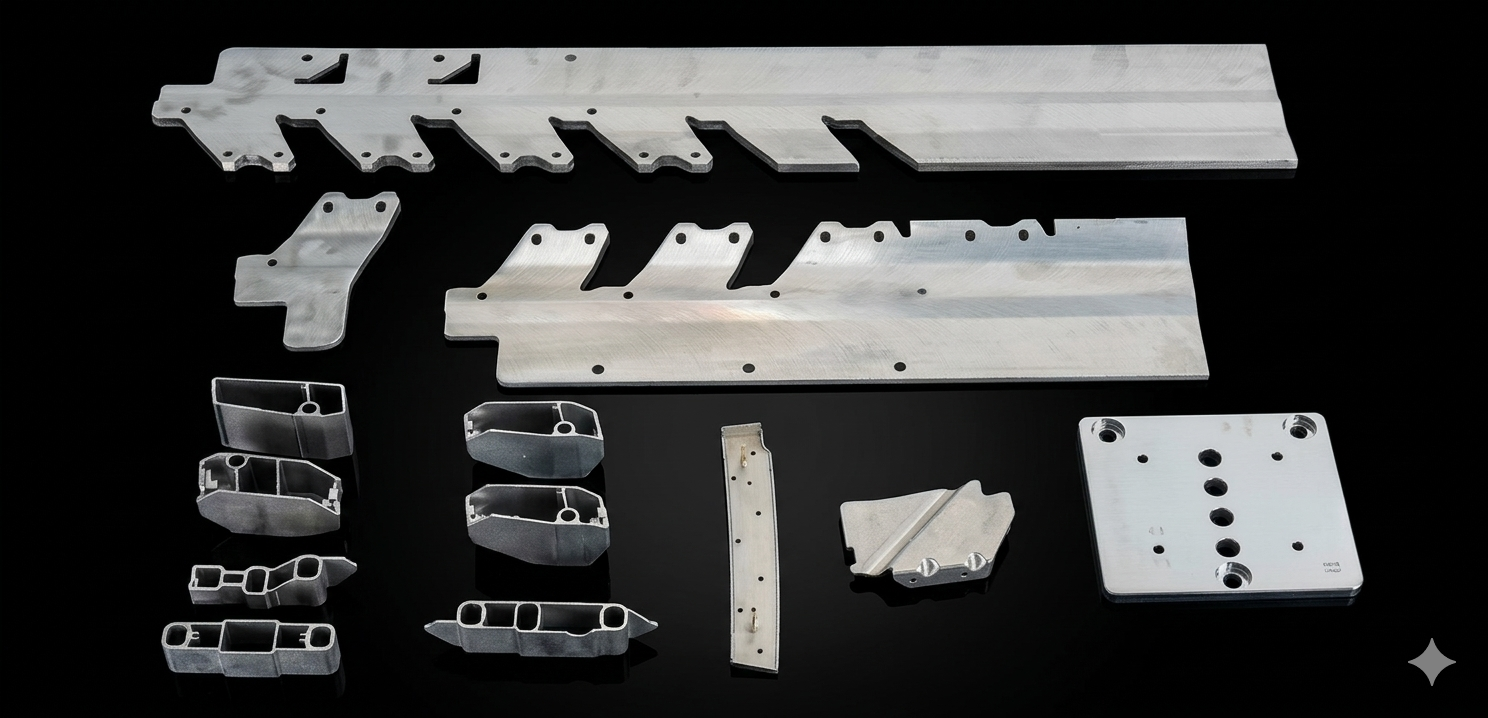
Les profilés extrudés standard sont le choix le plus économique pour de nombreuses applications. Profilés ronds, carrés, en U, en T, en L et creux sont disponibles dans de nombreuses dimensions. Nous usinons toutes les sections courantes jusqu'à une dimension circonscrite maximale d'environ 300 mm.
Les épaisseurs de paroi typiques vont de 1,0 à 15 mm. Les profilés extrudés sont livrés à l'état T5 ou T6 (durci) et offrent ainsi de bonnes valeurs de résistance tout en restant légers. Grâce à l'extrusion, même des sections complexes avec cavités creuses, nervures et contre-dépouilles peuvent être fabriquées de manière économique en grandes séries.
Profilés de construction
Les profilés de construction à systèmes de rainures (p. ex. Item, Bosch Rexroth, MiniTec) sont la base des bâtis de machines, des postes de travail et des clôtures de protection. Nous scions, perçons et fraisons ces profilés selon vos spécifications – ajustés à la trame du système concerné (rainure 5, rainure 6, rainure 8, rainure 10).
L'usinage comprend la mise à longueur, la réalisation de perçages filetés (M5 à M12) à des positions définies ainsi que le fraisage d'ouvertures pour le passage de câbles et les panneaux d'accès. Sur demande, nous livrons des structures de cadre entièrement montées avec équerres, embouts de protection et écrous coulissants.
Profilés spéciaux
Nous usinons également les profilés spéciaux extrudés sur mesure. Quelle que soit la complexité de la section – nos machines CNC et presses à découper maîtrisent toutes les géométries. Les profilés spéciaux sont typiquement utilisés comme dissipateurs de chaleur, profilés de boîtiers, réglettes lumineuses ou rails de guidage.
Pour les profilés spéciaux, la concertation étroite entre le fabricant de profilés et l'usineur est déterminante : nous vous conseillons dès la phase de conception sur les étapes d'usinage économiquement réalisables sur le profilé, et nous accordons les tolérances et surfaces de référence avec votre fournisseur de profilés extrudés.