Profili estrusi
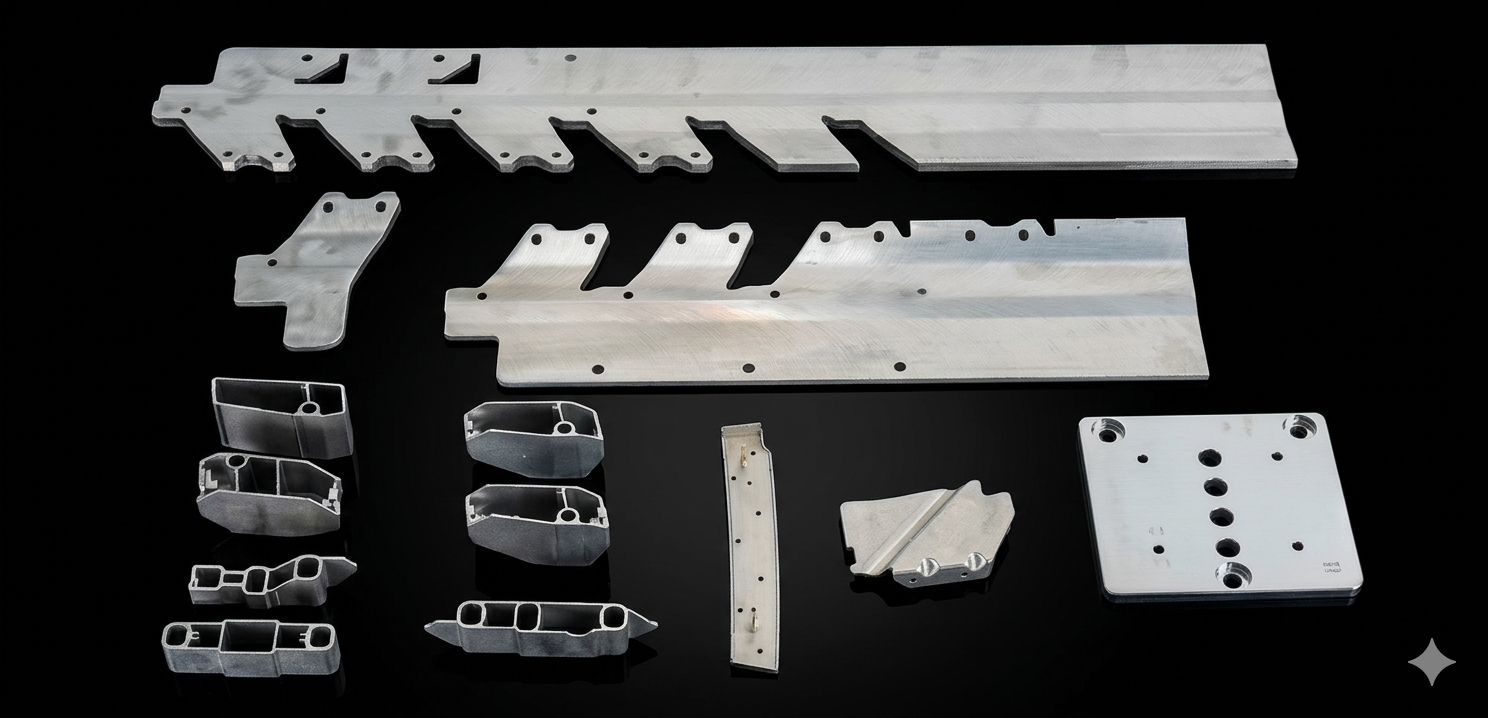
I profili estrusi standard sono la scelta più economica per molte applicazioni. Profili tondi, quadri, a U, a T, a L e cavi sono disponibili in numerose dimensioni. Lavoriamo tutte le sezioni più diffuse fino a una dimensione massima del cerchio circoscritto di circa 300 mm.
Gli spessori di parete tipici vanno da 1,0 a 15 mm. I profili estrusi vengono forniti nello stato T5 o T6 (induriti) e offrono quindi buoni valori di resistenza con un peso ridotto. Grazie all'estrusione è possibile realizzare in modo economico anche sezioni complesse con camere cave, nervature e sottosquadri in grandi serie.
Profili strutturali
I profili strutturali con sistemi a cava (ad es. Item, Bosch Rexroth, MiniTec) sono la base per telai di macchine, postazioni di lavoro e recinzioni di protezione. Tagliamo, foriamo e fresiamo questi profili secondo le vostre specifiche – con precisione adatta al rispettivo passo modulare del sistema (cava 5, cava 6, cava 8, cava 10).
La lavorazione comprende il taglio a misura, l'esecuzione di fori filettati (da M5 a M12) in posizioni definite, nonché la fresatura di aperture per il passaggio dei cavi e di pannelli di accesso. Su richiesta forniamo strutture telaio completamente montate con squadrette, cappucci di copertura e dadi scorrevoli.
Profili speciali
Lavoriamo anche profili speciali estrusi su misura del cliente. Per quanto complessa sia la sezione – le nostre macchine CNC e presse di tranciatura affrontano qualsiasi geometria. I profili speciali vengono tipicamente impiegati come dissipatori di calore, profili per custodie, barre luminose o guide di scorrimento.
Determinante nei profili speciali è lo stretto coordinamento tra il produttore del profilo e il trasformatore: vi consigliamo già nella fase di progettazione su quali fasi di lavorazione del profilo siano realizzabili in modo economico e concordiamo tolleranze e superfici di riferimento con il vostro fornitore di estrusi.